Fabricating sheet metal is an area of vehicle restoration that those new to the industry will usually that they are putting their toe too deep in dangerous waters.
Fabricating sheet metal is an area of vehicle restoration that those new to the industry will usually that they are putting their toe too deep in dangerous waters.
Understandable, as the mysterious art of the skilled fabricator and the complex machinery will, more than likely, beyond the ability of the inexperienced restorer to comprehend, let alone do.
 While repairing localised areas of a car body remains in the realm of the panel beater, metal fabrication requires an entirely different set of skills. However, the fabricator should also have well-developed panel beating skills at their fingertips.
While repairing localised areas of a car body remains in the realm of the panel beater, metal fabrication requires an entirely different set of skills. However, the fabricator should also have well-developed panel beating skills at their fingertips.
The ability to assess rapidly and accurately the demands of every individual fabrication is a must, as most body panels on modern cars are thinner than those produced pre-war and up to the Sixties.
 Cars from these times used thicker gauge sheet metal. The hope was that they would survive longer and better during the harsh winters of the UK and Europe.
Cars from these times used thicker gauge sheet metal. The hope was that they would survive longer and better during the harsh winters of the UK and Europe.
However, time will always take its toll, even on the toughest of metals. It is almost inevitable that bodywork repairs will need to be carried out on most restoration vehicles.
Vehicles that, more than likely, have been around much longer than the person restoring them.
Fabricating sheet metal is best broken down into three stages: marking, cutting out and shaping.
Measuring and marking out the metal to be cut should be carried out with great care and attention.
Depending on the dimensions of the metal to be cut, there is a wide choice of simple hand tools available to measure lines as well as perform initial layout operations before cutting the metal.
These include the traditional Scriber used in conjunction with either a straight edge or square.
Once the sheet's overall dimension has been ascertained, the next stage in the preparation is laying out information such as centre lines, circles, outlines that will need to be cut into the metal.
![]()
Anyone competent in marking out metal will be required to have a working understanding of working drawings and have the capability to transfer this information to the piece.
 Work to be machined should be marked out with lines for setting up as well as guidelines if any mechanical machining will be required.
Work to be machined should be marked out with lines for setting up as well as guidelines if any mechanical machining will be required.
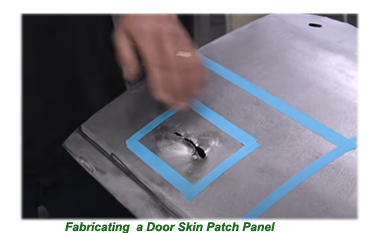
The lines should be marked permanently on the surface through light centre punch marks known as "witness marks". Placing a tape over the punch marks will make the cutting paths even more evident.
Sheet metal edges ol should never be left raw and untreated for too long after it has been cut to size, as it is not only dangerous but unsightly.
The metal edge should be treated so that it will not only increase the strength of the panel but also provide a decorative edge.
 The simplest method of treating the edge of a panel is to produce a 'safe edge' by bending the edge of the metal back over itself and malleting it down flat. A line ¼ in (6 mm) from the border should be marked and the metal bent using a mallet at right angles to the length of the panel from one end of the edge to the other.
The simplest method of treating the edge of a panel is to produce a 'safe edge' by bending the edge of the metal back over itself and malleting it down flat. A line ¼ in (6 mm) from the border should be marked and the metal bent using a mallet at right angles to the length of the panel from one end of the edge to the other.
Following this method will avoid producing a ruffle in the sheet, which later will be difficult to remove.
Forming a right-angle bend can be achieved with a pair of folding bars or by clamping the work to the edge of the bench using a strip of angle iron or wood secured by 'G' clamps.
![]()
The metal must be malleted over gradually, working backwards and forwards from one end to the other.
Any form of folding machine would make light work of such a job. Those with access to one of these machines will find that the job will be quicker and easier.
 Where the edge must be formed on a curve, it can be tackled in two ways. The first way is to cut the shape out of wood and clamp the metal to provide a positive guide.
Where the edge must be formed on a curve, it can be tackled in two ways. The first way is to cut the shape out of wood and clamp the metal to provide a positive guide.

Before the panel edges can be treated, one other forming operation is used where two panels overlap.
 To ensure that the two panels are flush with each other, the edge of one board is swaged down so that the edge of the other panel sits on it.
To ensure that the two panels are flush with each other, the edge of one board is swaged down so that the edge of the other panel sits on it.
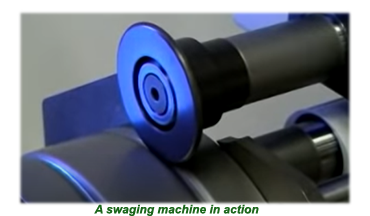
This operation is best performed using a piece of equip,ent known as swaging machine which will give an accurate swage of the length of the panel.
Once these procedures have been successfully executed, the sheet metal will be ready for fabrication.