When it comes down to repairing and restoring body panels on a restoration classic, having the relevant welding skills and access to the proper equipment to do the job is a real bonus.
When it comes down to repairing and restoring body panels on a restoration classic, having the relevant welding skills and access to the proper equipment to do the job is a real bonus.
 As well as providing the obvious satisfaction of witnessing a job well done by the restorer’s own hand, it will go a long way in controlling the costs of any bodywork restoration project.
As well as providing the obvious satisfaction of witnessing a job well done by the restorer’s own hand, it will go a long way in controlling the costs of any bodywork restoration project.
To those who have handled a welding torch, the prospect of working with red hot metal will seem an intimidating possibility. One that most classic car renovators were inclined to shy well clear of in the past.
 However, nowadays, the norms are changing, and an increasing number of restorers are prepared to take up the challenge - after some research and even more practice.
However, nowadays, the norms are changing, and an increasing number of restorers are prepared to take up the challenge - after some research and even more practice.
What is for sure is that advances in technology has made welding more user friendly.
The mystiques that surrounded car body panel welding for many years have gradually dissolved, and now almost anyone with a firm pair of hands and a practised eye can find themselves handling intricate welding projects.
![]()
When it comes down to it, welding is simply the act of joining two pieces of metals together, although it is not that straightforward.
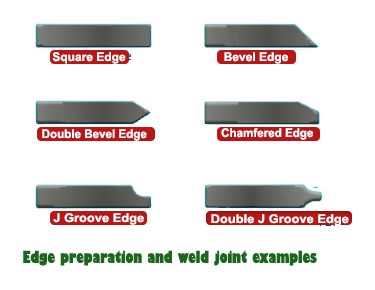 There are many different means and methods of welding metal, and it is important to have knowledge of the type of joints used to connect metal parts, as well as in which situation they will be most effective.
There are many different means and methods of welding metal, and it is important to have knowledge of the type of joints used to connect metal parts, as well as in which situation they will be most effective. Welding metal requires tremendous attention not only to detail but also personal safety as well as the safety of those in the vicinity when a welding job is in progress.
Welded joints for bodywork fall into three categories:
- Butt,
- Lap,
- Offset Lap.
Butt joints are generally recognized as being the most effective in the welding of panel joints.
Butting describes the welding process when the edges of the parts to be joined are tightly “butted” against each other, leaving only a minute gap between them. The gap needs to be there to take the expansion of the metal during the welding process.
![]()
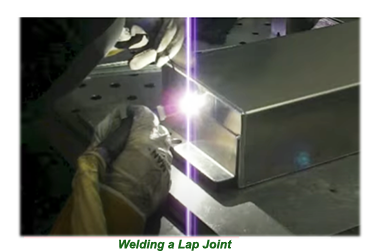
Lap joints are produced to allow two smaller metal pieces to join by length or width but in a straight line.

 Offset lap joints are a weld where the two pieces of metal are required to form a junction usually in the shape of L, although T shapes are also not uncommon.
Offset lap joints are a weld where the two pieces of metal are required to form a junction usually in the shape of L, although T shapes are also not uncommon.
 Creating an offset lap joint requires the “ upright” of an offsetting tool to flange the edge of one section to join, with other sections placed underneath and welded to it.
Creating an offset lap joint requires the “ upright” of an offsetting tool to flange the edge of one section to join, with other sections placed underneath and welded to it.
This form of weld creates an uninterrupted run of metal as the double thickness of the lap joint should only be evident on one side of the joined sections.