Several welding techniques can be employed in bodywork repair and restoration projects, all effective in their own right. The most widely used techniques are MIG, TIG, and Spot welding.
Several welding techniques can be employed in bodywork repair and restoration projects, all effective in their own right. The most widely used techniques are MIG, TIG, and Spot welding.
Spot Welding
 Spot or Resistance Welding, as it is sometimes known, has been in use in automobile production, repair and restoration since the pre-war years.
Spot or Resistance Welding, as it is sometimes known, has been in use in automobile production, repair and restoration since the pre-war years.
 Requiring neither flux nor filler, sport welding involves the combination of a concentrated short circuit and the ability to apply intense physical pressure to allow the application of a spot of round metal of a minor diameter but as much three times as thick as the pieces of body metal to be joined.
Requiring neither flux nor filler, sport welding involves the combination of a concentrated short circuit and the ability to apply intense physical pressure to allow the application of a spot of round metal of a minor diameter but as much three times as thick as the pieces of body metal to be joined.
Through the generation of intense heat, the spot melts to form a fusion weld. Spot welds are both rapid and straightforward to form and create a tidy finish that will hold together for a very long time.
Spot welding is still used today in the mass production of light vehicles, with robots adding between 3,000 or 4,000 joins in a single vehicle.
In classic vehicle repair and restoration projects, spot welding has its uses, mainly where access to a specific area is restricted.
![]()
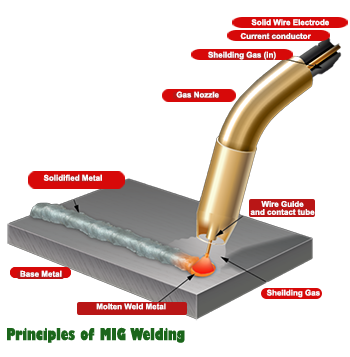
MIG Welding
MIG Welding describes a form of gas metal arc welding (GMAW ).
 In the MIG welding process, a wire carrying a mild electric current is continuously fed into the area to be welded, known as the” puddle” drawn along what will be the seam of the weld.
In the MIG welding process, a wire carrying a mild electric current is continuously fed into the area to be welded, known as the” puddle” drawn along what will be the seam of the weld.
The wire is encircled at the weld by an inert shielding gas fed through the welding hose and gun.
C-25 gas, known in the welding world as “Autoweld”, is a versatile gas blend mainly lending itself to welding carbon, stainless and coated steels.
 Currently, Autoweld is the most commonly used gas in sheet metal welding.
Currently, Autoweld is the most commonly used gas in sheet metal welding.
Blended at a ratio of 75% argon mixture and 25% CO2, the C25 acts as a shield for the puddle as well as cooling weld to prevent oxidation corrosion, liable to develop if the welding took place and cooled in a conventional air environment.
 The MIG process involves a cycle where the mechanically fed wire contacts the puddle, creating a direct short circuit with the item being worked. Special care should be taken that the item being welded as alwayse grounded.
The MIG process involves a cycle where the mechanically fed wire contacts the puddle, creating a direct short circuit with the item being worked. Special care should be taken that the item being welded as alwayse grounded.
The heat generated by the short circuit will melt the end of the wire into the puddle, closing the circuit.
As more wire is fed into the puddle, the short arc cycle will continue at a rate of between 100 to 150 cycles/second, creating the trademark sound similar to deep pan frying associated with MIG welding.
![]()
TIG Welding
TIG Welding describes a form of gas tungsten arc welding (GTAW ).
Probably the style of welding requiring the most advanced skills levels, TIG Welding, once mastered, can be very user friendly without being overwhelmed by its potentially challenging technical aspects.
 TIG is the most individualistic welding format that exists where welders can opt to weld using air-cooled torches while others choose liquid-cooled torches.
TIG is the most individualistic welding format that exists where welders can opt to weld using air-cooled torches while others choose liquid-cooled torches.

 The difference between the two welding methods is the way the arc is directed. In TIG welding, long rods are used to fuse two metals directly together instead of the feed wire that continually moves through the gun to create the spark in MIG welding.
The difference between the two welding methods is the way the arc is directed. In TIG welding, long rods are used to fuse two metals directly together instead of the feed wire that continually moves through the gun to create the spark in MIG welding.